5
SAVAGE INSPECTION GAGES
What most collectors forget when looking at a Th-
ompson is that every dimension with it's full range of
tolerances, on every part, on every gun had to be
inspected to insure quality and interchangeability.
All dimensions were checked by hand. Remember
this is in the days without computer controlled in-
spections. To help in these inspections, gages were
made to help the repeatability and the speed of the
work. However, sadly most of the gages have been
destroyed or lost to time.
Over the past few years I have been fortunate to have
several people (Robert Keene, Damon Gulich, Jerry
Prasser and others) find and recognize the historical
value of several gages and roll dies.
Previously, in the TCN (issues 110 and 111) we
showed gages and roll dies. The gages pictured here
have a Savage Arms history and are believed to have
been used during the WWII period. Each gage is
numbered and identified as belonging to A.O. (Auto-
Ordnance). The numbering system tells what each
gage is to inspect and where during the manufactur-
ing process the inspection is to take place.
So enjoy the photos. The information is based on a lot
of research time, but I found it fascinating.
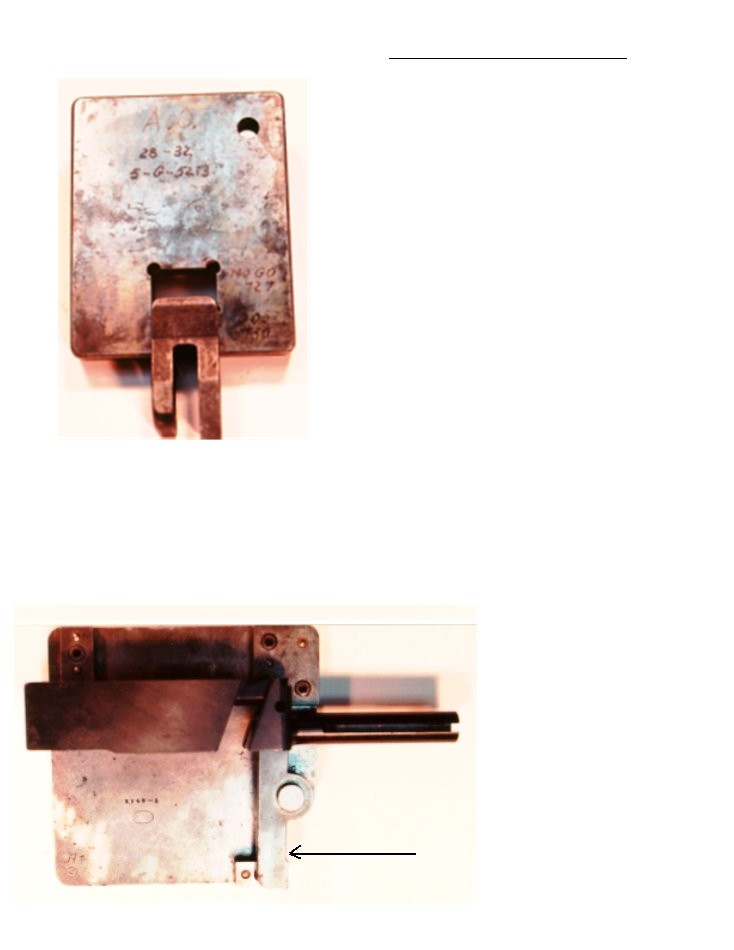
#28-32 NO GO/GO GAGE USED FOR
CHECKING THE WIDTH OF THE
SEAR ON THE LOW END OF ITS
TOLERANCE RANGE. IF THE PART
SLIDES ALL OF THE WAY INTO THE
GAGE IT WOULD FAIL.
#3Y46-6 THE MASSIVE
PLATE CHECKS LOCATION
FOR THE HAMMER IN THE
BOLT. THE LEVER ON THE
RIGHT SIDE ROTATES TO
ACT AS AN EXAMPLE HAM-
MER.
ROTATING LEVER